
废气处理一站式
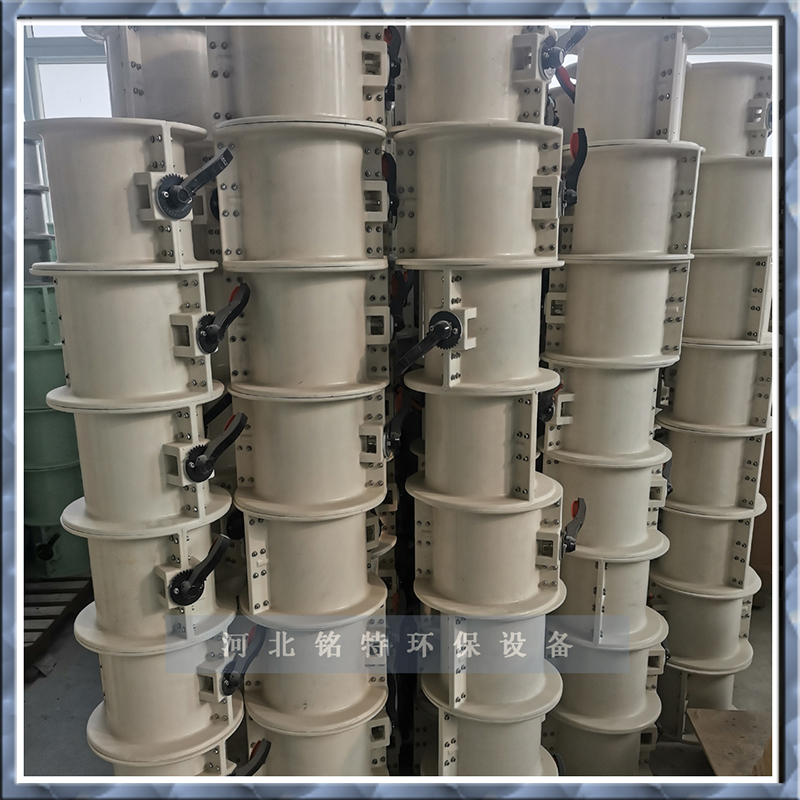
自有工厂·现货供应
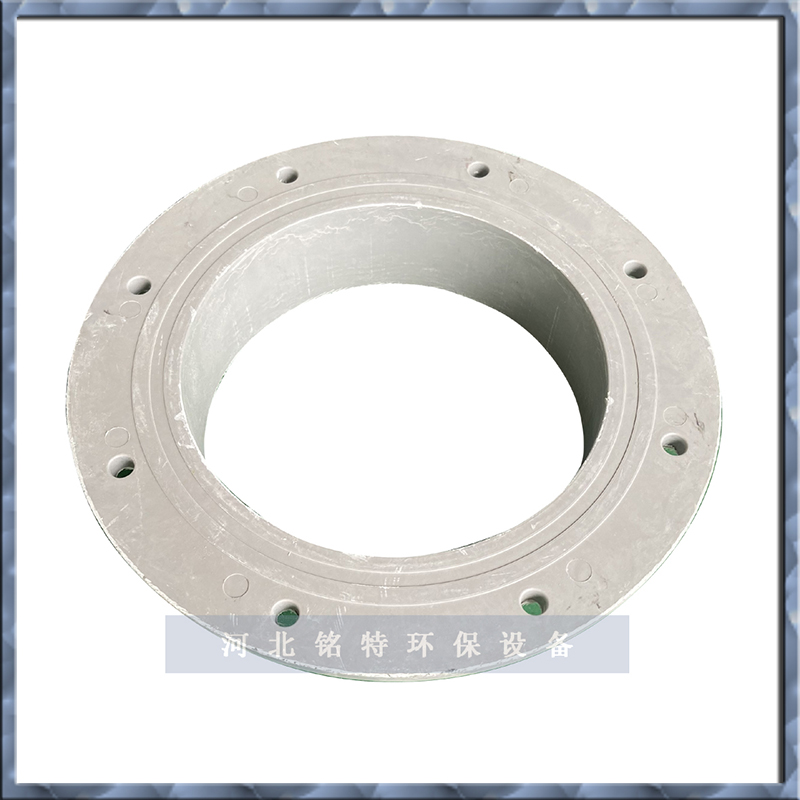
模压阀门 调节阀门 风量调节阀 手动阀 通风法兰我公司为生产各种模压阀门厂家,量大从优。产品介绍应用于各类腐蚀性气体的通风管道中,作为气体介质调节流量或关闭的管道控制装置。是一种结构简单的调节阀,同时
模压阀门 调节阀门 风量调节阀 手动阀 通风法兰
我公司为生产各种模压阀门厂家,量大从优。
产品介绍
应用于各类腐蚀性气体的通风管道中,作为气体介质调节流量或关闭的管道控制装置。
是一种结构简单的调节阀,同时也可用于低压管道介质的开关控制。通风蝶阀是一种非密闭型蝶阀。
产品为玻璃钢材质,气体介质接触部位没有任何金属件,可耐一般的酸碱性腐蚀。
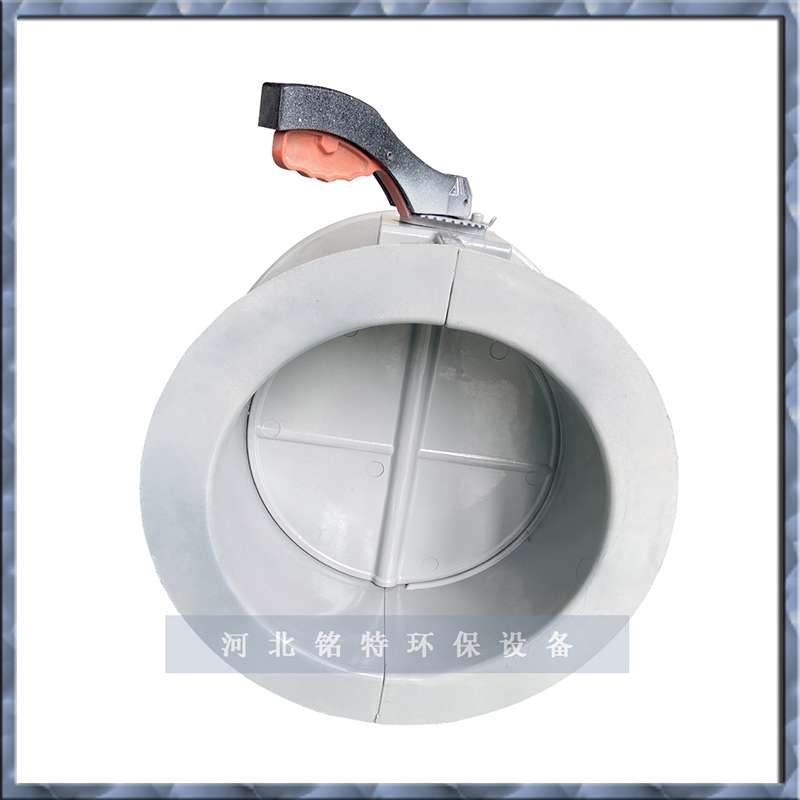
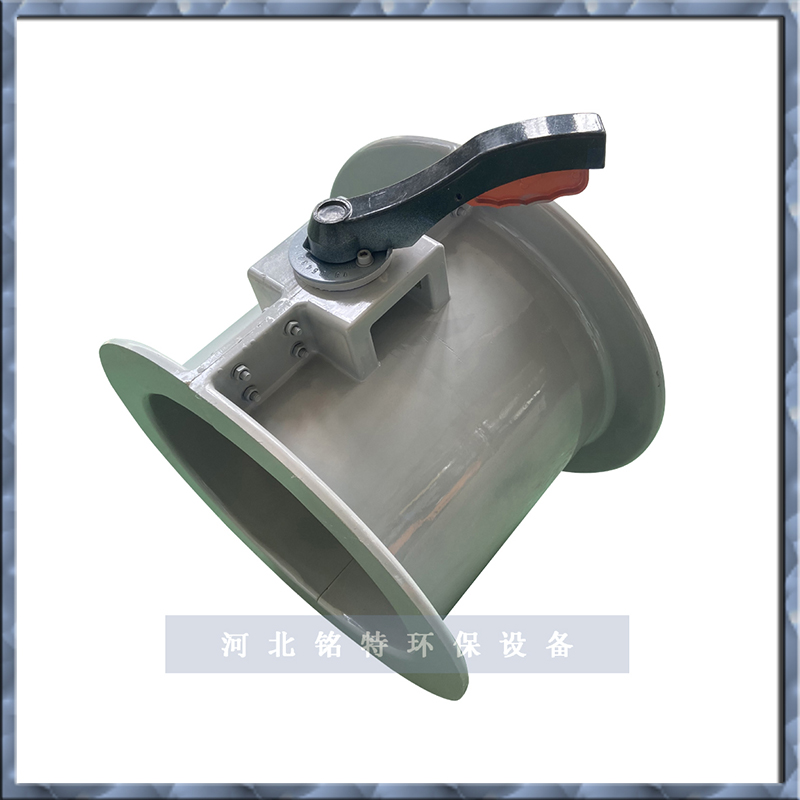
工作原理
风阀通过手柄带动驱动执行机构,使蝶板在90°范围内设有10个角度卡点以达到启闭或调节介质流量的目的。
模压工艺
SMC成型工艺是将片状模塑料放到已经加热到指定温度的模具中,通过液压机加压,使熔隔片状模塑料均匀的充满模腔,再经过一段时间的保压加热固化成型。SMC模压材料主要由树脂、固化剂、填料、增稠剂、脱模剂、色浆和低收缩以及SMC专用纱等构成
压制工艺
1、压制前准备
(1)SMC的质量检查
质量对成型工艺过程及制品质量有很大的影响。因此,压制前必须了解料的质量,如树脂糊配方、树脂糊的增稠曲线、玻纤含量、玻纤浸润剂类型。单重、薄膜剥离性,硬度及质量均匀性等。
(2)剪裁
按制品的结构形状,加料位置,流程决定剪裁的形状与尺寸,制作样板,再按样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%一80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。
(3)设备的准备
①熟悉压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。
②模具安装一定要水平,并确保安装位置在压机台面的中心,压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观。对于新模具,用前须去油。
2、加料
(1)加料量的确定
(2)加料面积的确定
加料面积的大小,直接影响到制品的密实程度,料的流动距离和制品表面质量。它与SMC的流动与固化特性、制品性能要求、模具结构等有关。一般加料面积为40%-80%,过小会因流程过长而导致玻纤取向。降低强度,增加波纹度,甚至不能充满模腔。过大,不利于排气,易产生制品内裂纹。
(3)加料位置与方式
加料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔中部。对于非对称性复杂制品,加料位置必须确保成型时料流同时到达模具成型内腔各端部。加料方式必须有利于排气。多层片材叠合时,*好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
3、成型
当料块进入模腔后,压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
(1)成型温度
成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须保证固化体系引发、交联反应的顺利进行,并实现完全的固化。一般来说,厚度大的制品所选择的成型温度应比薄壁制品低,这样可以防止过高温度在厚制品内部产生过度的热积聚。成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。成型温度应在*高固化速度和*佳成型条件之间权衡选定。
(2)成型压力
SMC成型压力随制品结构、形状、尺寸及SMC增稠程度而异。形状简单的制品仅需5-7MPa的成型压力;形状复杂的制品,成型压力可达7-15MPa。SMC增稠程度越高,所需成型压力也越大。
成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。
(3)固化时间
SMC在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。
4、压机操作
由于SMC是一种快速固化系统,因此压机的快速闭合十分重要。如果加料后,压机闭合过缓,那么易在制品表面出现预固化补斑,或产生缺料、或尺寸过大。在实现快速闭合的同时,在压机行程终点应细心调节模具闭合速度,减缓闭合过程,利于排气。
冀ICP备20006115号-4 XML地图 城市分站![]() 冀公网安备13112102000562号
冀公网安备13112102000562号
地址:枣强县中小企业技术创业园 联系人:姚经理电话:0318-8238583 传真:0318-8228583 手机:17203182360 13803189233
微信:17203182360 QQ:1140115435 网址:www.mtfrp.com 邮箱:1140115435@qq.com